Reprint Courtesy of Mechanical Engineering Magazine
| by Edward Hayman |
Three little balls serve as a hands-free backup wrench, eliminating the need for one during joint assembly.
As a thirty-year veteran of bolted flange joint assembly, I have witnessed many important improvements and also seen some gimmicks.
So I was skeptical when I heard about another washer, the Ball Lock Washer, advertised as eliminating the need for a ”backup wrench.” This is the second wrench needed when working a fastener that has a nut on each end. It holds one nut in place while the other is turned. The backup wrench usually pushes against another nut or the flange with the full force of the tightening torque. This often affords opportunity for trapping hands and serious injury. When tightening is complete, the wrench may have to be beaten with a very large hammer to free it from its locked position, creating another opportunity for injury. When loosening the bolt, the backup wrench can spin around and strike a hand.
I had seen other devices that were supposed to eliminate the backup wrench, but they didn’t work well. They failed to consistently hold the nut stationary, damaged the flange face, caused increased post-tightening joint relaxation, or could not be used in conjunction with through-hardened steel washers.
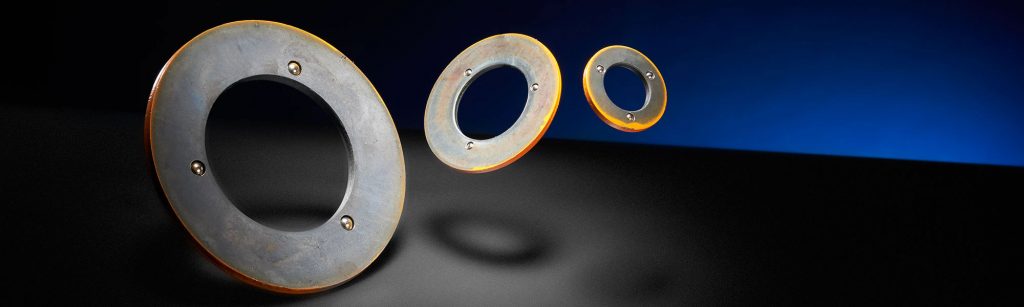
The Ball Lock Washer is a washer that has three balls mounted in it. The balls are thicker than the washer and protrude slightly on each side of it. You place the washer between the nut and the flange or between the nut and a through-hardened steel washer [THSW). When the nut and Ball Lock Washer are forced against the flange during tightening, the balls embed into the flange or the THSW and keep the nut from turning. The company that developed the washer, Valley Forge & Bolt Mfg. Co. of Phoenix, has applied for a patent on the design.
I decided to perform some rudimentary tests to see if it worked. I chose several %-inch Ball Lock Washers.
Using an electric impact wrench and hand torque wrenches, I tried the washers with %-inch and 5/8-inch B7 studs on piping flanges.
At the end of seven hours, this simple device proved without failure to hold the opposite nut stationary under many different conditions with both slow and fast tightening methods. It also held up adequately during the initial loosening process. The balls in the washers are completely embedded at about 25 percent of bolt yield, which, in most cases, will result in no additional post-tightening joint relaxation. The only damage to the fastener components or the flanges was three slight indentations. All tested washers were undamaged after repeated abusive uses.
Having a “hands-free” backup wrench translates into quicker assembly, fewer injuries, and more efficient bolt loading. Using the Ball Lock Washers also allows for the application of lubricant on both ends of the stud and therefore more opportunities for ample bolt load application during assembly and decreased opportunity for galling or seizing during disassembly.
BP”s Cherry Point Refinery in Washington has developed special procedures that include the washers. According to Mike Marriott of BP: “We were exploring methods to reduce hand injuries associated with having to manually hold back-up tooling in place as studs were being torqued from the opposite side. Ball Lock Washers, in conjunction with Maly B lubricant, both helped to prevent hand injuries during this event and should minimize the occurrence of difficult breakout torque scenarios in the future.” I believe Mike will not be disappointed upon dis-assembly either.
EDWARD W. HAYMAN is a consultant in flange joint assembly, and is a member of the ASME Pressure Technology Post Construction Committee and the Subcommittee on Flange Joint Assembly.