The Latest At Valley Forge
By Mircea Iclozan, Senior Hardware Design Engineer
Billions (trillions?) of bolted joints hold together the world we live in. The project designers base calculations on numbers they know can be achievable in the field, or they think they know, when it comes to bolts being installed to design. However, because we live in an imperfect world, the variations and variables will always exist and designers must do their best to compensate for fasteners being installed poorly or correctly, but not achieving design load.
An old military saying goes, “on the battlefield, anything you do can get you killed; and that includes doing nothing”.
What does this have to do with load indicating fasteners and bolting? Maybe more than we think.
If we look around, we do not often see wondrous structures crumbling to the ground, bridges falling into the rivers, or more spectacular and frightening failures. The sky isn’t falling yet, but this does not mean that everything is perfect. Maintenance crews and engineers will agree, without constant and regular maintenance, all these “wonders” would quickly cease to be so “wondrous”.
One small, but very important, and sometimes overlooked detail, is how tight the bolts holding joints together really are.
Most of the time, the fasteners are installed using a torque setting or limiting type of tool and hoping that the loads attained will be as expected. Unfortunately, in the real world, the torque method, while relatively cheap and easy to implement, could leave you with a 30 to 40% deviation from the expected value.
 One of the most important questions to ask is how much, and more importantly, how repeatable, over time and the number of bolts of that torque value is “lost” to friction? This is important so a user can theoretically compensate. We are talking about friction between the nut and the surface the nut is tightening against: nut and bolt. Why? Because, while tightening, most of the energy going into clamp force is lost to friction. Only about 10% of the energy is leftover for clamp load. Another set of important questions could be asked about joint relaxation and about bolt crosstalk, but we will save these for another time.
One of the most important questions to ask is how much, and more importantly, how repeatable, over time and the number of bolts of that torque value is “lost” to friction? This is important so a user can theoretically compensate. We are talking about friction between the nut and the surface the nut is tightening against: nut and bolt. Why? Because, while tightening, most of the energy going into clamp force is lost to friction. Only about 10% of the energy is leftover for clamp load. Another set of important questions could be asked about joint relaxation and about bolt crosstalk, but we will save these for another time.
The reason why we’re using bolts and bolted joints is because they offer us a way to clamp objects together. So, noticeably, it’s the clamping force or clamp load that is of utmost interest to us.
Using torque tables and values, and trying to correlate these to reach a theoretical clamp value, really does not make much sense. Not these days anyways, with numerous much better alternatives. It’s relate-able to trying to drive a car, blindfolded and having somebody in the passenger seat telling you how you should drive an ever-changing road: “A little more to the left here, slow down there, take a hard right in about 3 seconds…” While being feasible, it is doubtful that anybody would think about this process as reliable or desirable.
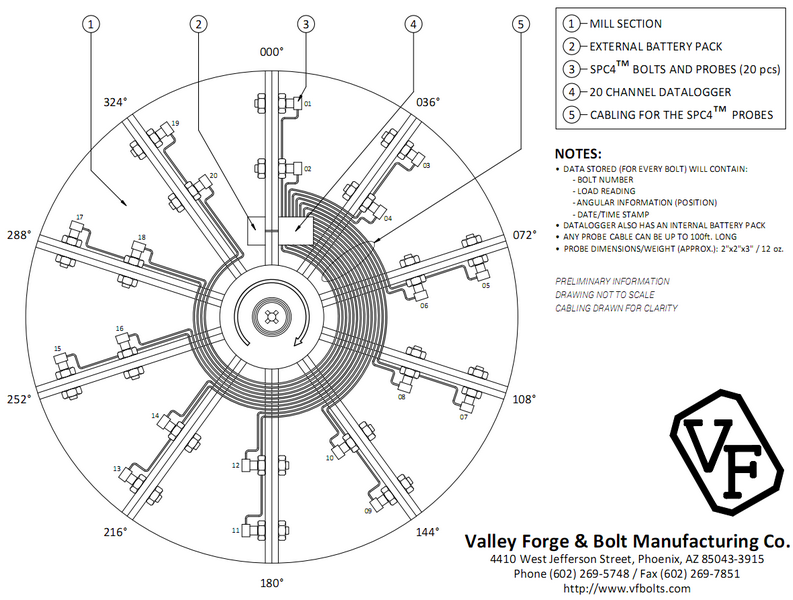
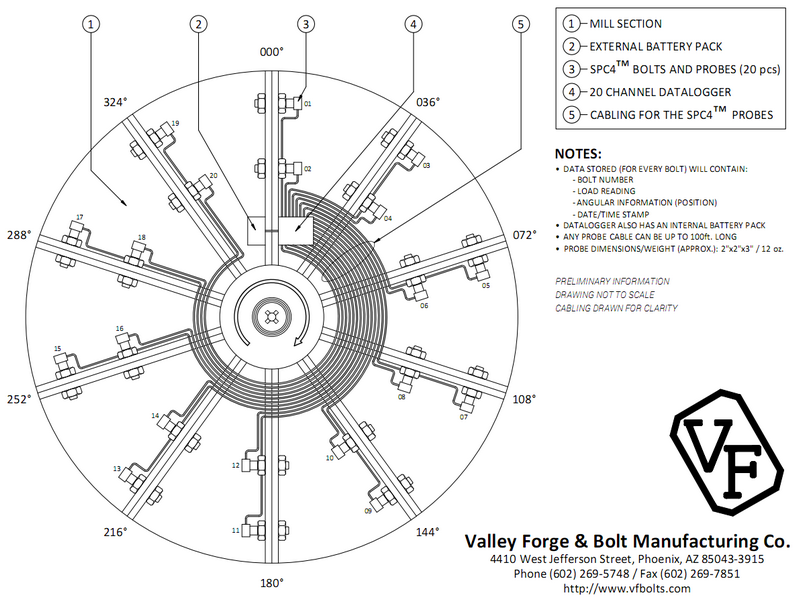
If we are interested in clamp load, then we should directly measure clamp load! This can be done using an electronic instrument that is also capable of logging the data being measured for further analysis or troubleshooting purposes. Knowing exactly what the clamp load is, either static or dynamic, in each and every case could even reduce the need for over-sizing and over-dimensioning, giving us lighter, but at the same time, stronger assemblies and structures: inevitably saving money and precious resources. Enter the newest addition to our SPC4™ Load Indication System: data logging and remote monitoring.
We designed and built this assembly intended to be mounted on a rotating mill or other rotating hardware, which will monitor and log the data from 20 load indicating bolts. At the same time, the assembly will monitor and log each fastener’s positional (angular) information. The system does not necessarily have to be mounted on a mill, and the number of bolts can be different. The final platform can be developed for a modular and extensible application as well. We specialize in providing quality solutions for industrial fastening applications and that is precisely what this data logging and remote monitoring system does.
The assembly contains a Real Time Clock (RTC) which stamps all the readings with a date and time when the reading was taken. The speed/acceleration of the bolts, at the time of reading, can also be documented. All the readings are saved on a SD card that is mounted in the data-logger and can be removed and read on a computer after the data acquisition phase is over. The data from each bolt is saved into a separate, clearly named file and is in a coma-delimited format that is Excel® friendly. Each file contains the same type of fields: date and time when that particular reading was taken, the load information the bolt was seeing at the specific time and the angular information. The final number of samples can be quite large depending on how long the data-logger is left to run. After importing all data to Excel, it is quite simple to setup a filter to only show specific load boundaries that the customer is interested in.
Other customers may seek a way to access the logged data in real time or check on what is going on from a remote location. The system has the capability to do this from the project site or from where the company headquarters is located. This system can be equipped with an optional wireless transceiver (Wi-Fi) that relays data over the network through an Access Point that is responsible for creating the whole sub-local network, to either a local PC or an already existing on-site local network. Another option, for places without wired Internet access, or for a “moving” platform, would be to use a cellular modem and take advantage of data transmission capability over the cellular network.
The data logging assembly is equipped with wireless programmable video camera(s) that send alerts or determine the need to automate tasks when some expected or pre-defined conditions are or are not met. Also, the local PC could be used to control external loads to perform the intelligent, automated tasks. This option is very useful for remote/unattended sites. Having all this information instantly available on the Internet using secure communication channels and logins is very beneficial to assist in troubleshooting and maintenance/warranty tasks. The way the data is formatted and displayed will be tailored to each application, the images included are examples.
In conclusion, as bolting experts, our priority should be striving to improve our procedures and eliminate as many as possible variables in order to make sure we are getting the results we expected. Using torque in critical assemblies, without measuring and monitoring the final clamp load while still in use, is an outdated method.
Sources (further reading)
Research Council on Structural Connections
http://www.boltcouncil.org/
The Research Council’s Specifications have been endorsed by the Industrial Fasteners Institute and endorsed and published by the American Institute of Steel Construction, and they form the basis of the technical requirements of other national standards.
Guide to Design Criteria for Bolted and Riveted Joints
http://www.boltcouncil.org/files/2ndEditionGuide.pdf
Torque Trade-Offs
http://www.assemblymag.com/articles/85410-torque-trade-offs
Torquing for Tightness
http://www.assemblymag.com/articles/82787-torquing-for-tightness
Fastening: How Tight Is Tight?
http://www.assemblymag.com/articles/84026-fastening-how-tight-is-tight
Torque Measuring Wrench Patent (US 2074079 A)
http://www.google.com/patents/US2074079
Phoenix, AZ |
Early in March the Industrial Fasteners Institute gathered for their Annual Meeting. This event too was hosted in Phoenix for 2016! Michele Clarke and Glenn Snowberger spent the week in meetings and attending events in true IFI fashion all around the valley. We also had the opportunity to give the IFI attendees an up close and personal facility tour and host a wine and cheese cocktail hour. A great event we look forward to hosting again!
As Published In The January 2016 Issue of Wind Systems |
Valley Forge & Bolt Mfg. Co. uses innovative bolting technology to revolutionize bolted joints with its new wireless load-monitoring capabilities. Starting from its patented load-indicating technology, Valley Forge is now taking it a step further in allowing the user to monitor the load on a critically bolted joint from a remote location.
The company’s well-known load-indicating technology started with the Maxbolt™ load-indicating fastener that continuously measures and displays the amount of tension in a bolt or stud. The fastener offers a simple method for accurate joint assembly and is the only product available for most applications that will continually monitor clamping force while the fastener is in service. Then the company introduced the SPC4™ load-indicating system, which allows the user to constantly monitor the clamp load of any SPC4 bolted joint by easily attaching a probe to the datum disc located on the end of the fastener. The user is able to read the value on a handheld battery-powered digital monitor with optional data gathering and storage of the bolted joint available.
Valley Forge’s newest technology has taken the patented SPC4 technology and made remote reading a reality. With the new wireless load-monitoring device, SPC4 fasteners are assembled with a small probe attached to the datum disc. This probe then remains with the fastener assembly while in service. The probe allows the load of the fastener to be relayed to a receiving station that can be located anywhere the user chooses. The receiving station displays the load as a percentage of the fastener’s total capacity, as designed for the specific application.
The Wireless SPC4 load monitor is now in the beta testing stages and is being applied on a large rotating piece of machinery. One system consists of four probes or channels with a wireless remote reader for fixed applications. No positional information is included in this system, but it has a long range of up to 2,000 feet in ideal conditions. It can be designed to use another wireless technology, but generally, the longer the range is, the shorter the battery life will be. Another system monitors and logs 20 probes or channels for rotating applications that can be attached to an optional wireless transmitter. The system can be equipped with an optional programmable 5-megapixel video camera to send alerts in unattended installations or automate some tasks. The range would be shorter than the previous system.
The configuration of this technology can be tailored to specific customer needs, including the number of channels, frequency of reading, battery life, auxiliary outputs, and data logging. Other capabilities include sensors relaying positional information of each fastener and real-time clock circuit, if time records are desired.

After the holidays screamed by in a tinsel and scrumptious sweets filled manor, everyone here at Valley Forge took the opportunity to slow it down for a day and reflect on the final quarter of 2015. The desert winter brought warm food and much discussion on our goals for the upcoming year. We have a few new focuses and recently revived past efforts to keep moving towards.
The semiannual meeting of F16 was held the week of November 16th in Tampa, Florida. Valley Forge was represented by committee member Glenn Snowberger who attended the main and subcommittee meetings.
ASTM F16 meets to update, review and establish new standards for fasteners. The various subcommittees meet over two (2) days during which ballot results pertaining to the proposed update or new standards are discussed. Any negative ballots from committee members are discussed and resolved, which can lead to a new round of balloting, before the standard is approved.
The closing meeting is the Main Committee Meeting, F16: Mechanical Fasteners. Each subcommittee chair reports on their respective efforts during the review process and any working group results. Of note was the announcement of the earlier approved new standard F3125 was not published in 2015, and will be available from ASTM in 2016. This standard, Specification for High Strength Structural Bolts (replacing A325 & A490), is now being referenced by some purchasers. It must be noted that the two (2) former standards will still remain within ASTM for years to come and will be valid references for purchases. It is recommend that this new standard be obtained and become a part of the Standards Library.
Several notable items from the meeting were as follows.
A dinner meeting honoring and recognizing Joe Greenslades was held on the occasion of his retirement as IFI Technical Director. He has held this position for years in addition to his serving on F16 committees and ISO committees for additional years.
A slate of nominees for Main Committee Officers was announced for the term beginning January 1, 2016 to December 31, 2017. The ballots were sent to all F16 voting members in late November. The results of the voting have yet to be announced.
A special presentation during the F16.96 Bolting Technology meeting was put on by Eric Straus of KEM Plate. It described a new surface treatment process called AmorGalv® which is an updated process of the old British process called Sherardizing. A visit to the Kem Plate website could be rewarding.
The next committee meetings will be held in May 2016.

VFB Interview With Carlos Recart of Protorq – Chile
VFB: Tell us what Protorq does.
CARLOS: We have been dealing with bolted connection of all kinds since 1995, working with a wide variety of providers that offer different technologies. Thanks to that fact, and our experience today, we could conclude that what really matters on any critical bolted joint is bolts tension rather than torque. Thereby today we are able to support any kind of critical bolted joint in mining, power generation, petrochemicals and refineries, and whatever industry, just because we know that we must put all focus and attention in to the bolt tension.
 VFB: How long have you been in the critical bolted joint business?
VFB: How long have you been in the critical bolted joint business?
CARLOS: Since 1995, so 20 years.
VFB: What are some of the interesting or unique things that you’ve gotten to see and do in your career?
CARLOS: Through the years we have seen and experienced many unique things, but I could say that all of them had something in common, that was to solve critical bolted joint problem. Let me tell a good one.
There was a mining company that contacted us because they were having cut bolts on a ball mill. In few words they stopped the mill every month to change 10 cut bolts, always at the same position. Besides the maintenance issue, stopping production every month means monetary costs. We end up showing the customer that they were just torqueing the bolts, and not considering any variables which affect the torque process. They were mostly not achieving the needed clamping load, which lead the bolts to getting cut because of fatigue. To solve the problem, and at the same time let them see what was wrong with their tightening procedure, we let them perform their torque procedure on SPC4 bolts. This showed them that the tension achieved on each bolt, just by relying on torque, wasn’t even close to the half of the needed clamping load. Then we finished the process by taking the SPC4 bolts to the right tension. This joint never failed again.
VFB: How did [you and] Protorq first get introduced to Valley Forge? How did the relationship start?
CARLOS: Well, it’s kind of a funny story.
In 2000, I was at the Expomin Mining Show in Santiago, Chile. Bret (Bret Halley, VFB’s CEO) was there to speak with a couple other representatives in liner bolts, etc. Long story short, I was asked to translate for Bret, and as he spoke to these representatives he didn’t seem to like them. While I was translating, I started to learn what they were doing and thought it was very interesting. I figured out that I should work with Valley Forge. And that’s how we came to start working together and began a long standing relationship with Valley Forge.
 VFB: How have Valley Forge’s products been beneficial to you and Protorq’s work?
VFB: How have Valley Forge’s products been beneficial to you and Protorq’s work?
CARLOS: First of all, let me thank Ron and Bret for all they have taught us about bolted joints through these 15 years working together.
The Valley Forge “SPC4 technology” has allowed us to open doors. Innovative new technology and good level of knowledge will always open any doors on any market.
The SPC4 technology is by far the easiest way to solve any critical bolted joint issue. To have the answer for any kind of bolted joint, on any kind of industry at your fingertips, that’s everything. What else we could ask for?
VFB: How are the load indicating fasteners changing the work that you do at Protorq?
CARLOS: If you look inside any segment of the industry, that are working with and understand critical bolted join behavior, there’s one thing in common for all of them: they are all focusing on the bolt tension. It’s easy to see how the technology used on critical fastener has changed the last 20 years, more and more people understand that to have a safe and reliable bolted connection, all the attention should be on the bolt tension. So to working with load indicating fasteners, for Protorq, is to be ahead in bolting technology. To be number one in the bolting industry. To be the reference when people care about bolts tension. To be able to help and solve customer bolting problems. To protect our customers assets.
 VFB: How is time saved with the use of load indicating fasteners as opposed to other methods?
VFB: How is time saved with the use of load indicating fasteners as opposed to other methods?
CARLOS: With SPC4 technology all you have to do is to easily plug the probe to the bolt, tighten it till you read the desired tension, and save pushing just one button. Let’s say that you make a mistake with load indicators, for us to go there and double check that everything is right or wrong is so easy, repeat the mentioned process.
With UT, first you need to up load all the fastener specifications to the unit, then add all the factors like temperature and stress. Then identify every bolt, bolt groups, separating them by length and position, then create the same groups in the unit. Then read and save every bolt length before installation, then on tightening process, before any reading, you have to measure temperature and keep doing it all through the process as temperature variation affects the readings. To make the story short with UT you will need qualified people and much more time. Not to mention that if for any reason you lose the original measurements, you have to do it all over again.
VFB: What is the highest altitude mine location that you’ve ever installed our bolts?
CARLOS: That would be 4,400 meters at Mina Collahuasi in Chile. And then Las Bambas in Peru at 4,600 meters.
VFB: What is the most beneficial way to install larger fasteners?
CARLOS: Let’s say from four inches and up, the best way to do it is using tensioners, as you are turning the nut free of tension avoiding friction, because all the tension is on the tensioner. For smallest sizes on critical joint SPC4 is our choice.
 VFB: What are the most common misconceptions with torque versus load in a bolted joint?
VFB: What are the most common misconceptions with torque versus load in a bolted joint?
CARLOS: Just what you said [laughter]!
The easy way to understand why most of people have this misconceptions is this: In all industries you will find two kinds of connections; welded connections and bolted connections. If you want to apply for any outage or new project, you must follow the requirement specified on the basis. But it’s kind of funny that if you read the basis, it’s a must that all the welders have to be qualified and certified (have to be traceable) on each particular welding process. On the other side, the people that will work on bolted joint are not even mentioned on the basis. That’s way people understand very little about bolted joints, nobody really cares. Everybody says bolts are so easy “right is to tight and left is to loose”, “a correct torque wrench it’s enough”… But when they start to learn, then they are able to see that there’s a whole world of difference between torque and tension. I could say that after 20 years, we are still learning.

